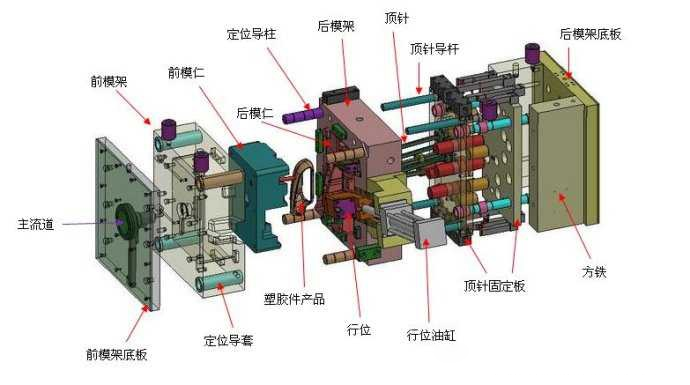
1 Komposisyon sa agup-op sa indeyksiyon.Nag-una kini sa paghulma sa mga bahin (nagtumong sa mga bahin nga naglangkob sa agup-op nga lungag sa nagalihok ug naayos nga agup-op nga mga bahin), sistema sa pagbubo (ang agianan diin ang tinunaw nga plastik mosulod sa agup-op nga lungag gikan sa nozzle sa injection machine), paggiya. mga bahin (aron mahimo ang agup-op nga tukma nga gipahiangay kung ang agup-op gisirad-an), pagduso nga mekanismo (ang aparato nga nagduso sa plastik gikan sa agup-op nga lungag pagkahuman nabahin ang agup-op), sistema sa pag-regulate sa temperatura (aron matubag ang mga kinahanglanon sa temperatura sa agup-op sa proseso sa pag-injection ) Ang sistema sa tambutso (ang hangin sa agup-op nga lungag ug ang gas nga na-volatilize sa plastik mismo gipagawas gikan sa agup-op sa panahon sa paghulma, ug ang tambutso nga groove kanunay nga gibutang sa parting surface) ug ang mga nagsuporta nga mga bahin (gigamit sa pag-instalar ug pag-ayo o suportahan ang mga bahin sa paghulma ug uban pang mga bahin sa mekanismo) gilangkuban, ug usahay adunay mga mekanismo sa pagbulag sa kilid ug kinauyokan.
2. Mga lakang sa disenyo sa agup-op sa indeyksiyon
1. Pagpangandam sa dili pa ang disenyo
(1) Disenyo nga buluhaton
(2) Pamilyar sa plastik nga mga bahin, lakip ang ilang geometriko nga porma, paggamit sa mga kinahanglanon sa plastik nga mga bahin, ug hilaw nga materyales sa plastik nga mga bahin
(3) Susiha ang proseso sa paghulma sa mga plastik nga bahin
(4) Ipiho ang modelo ug espesipikasyon sa makina sa pag-injection
2. Paghimo og porma sa proseso nga kard
(1) Overview sa produkto, sama sa schematic diagram, gibug-aton, gibag-on sa dingding, giplano nga lugar, kinatibuk-ang sukod, kung adunay mga kilid nga recesses ug mga pagsal-ot
(2) Overview sa mga plastik nga gigamit sa produkto, sama sa ngalan sa produkto, modelo, tiggama, kolor ug pagpauga
(3) Ang nag-unang teknikal nga mga parameter sa pinili nga makina sa pag-injection, sama sa may kalabutan nga mga dimensyon tali sa makina sa pag-injection ug sa agup-op sa pag-instalar, tipo sa screw, gahum (4) ang presyur ug stroke sa makina sa pag-injection
(5) Ang mga kondisyon sa paghulma sa injection sama sa temperatura, presyur, katulin, puwersa sa pag-lock sa agup-op, ug uban pa
3. Structural design nga mga lakang sa injection molde
(1) Tinoa ang gidaghanon sa mga lungag.Kondisyon: maximum nga gidaghanon sa indeyksiyon, agup-op locking pwersa, produkto tukma nga mga kinahanglanon, ekonomiya
(2) Pilia ang runoff surface.Ang prinsipyo kinahanglan nga ang istruktura sa agup-op yano, ang pagbulag dali ug dili makaapekto sa hitsura ug paggamit sa mga plastik nga bahin.
(3) Tinoa ang plano sa layout sa lungag.Gamita ang balanse nga kahikayan kutob sa mahimo
(4) Tinoa ang gating system.Lakip ang main flow channel, diversion channel, gate, cold hole, etc.
(5) Tinoa ang mode sa pagpagawas.Ang lainlaing mga pamaagi sa demoulding gidisenyo sumala sa lainlaing mga bahin sa agup-op nga gibiyaan sa mga plastik nga bahin.
(6) Tinoa ang istruktura sa sistema sa pag-regulate sa temperatura.Ang sistema sa pag-regulate sa temperatura sa panguna gitino sa klase sa plastik.
(7) Sa diha nga ang insert nga istruktura gisagop alang sa babaye nga mamatay o kinauyokan, ang machinability ug instalar ug fixation mode sa insert determinado.
(8) Tinoa ang tipo sa tambutso.Kasagaran, ang clearance sa taliwala sa parting nawong sa agup-op ug ang ejection mekanismo ug ang agup-op mahimong gamiton alang sa tambutso.Alang sa dako ug taas nga tulin nga hulmahan sa pag-injection, ang katugbang nga porma sa tambutso kinahanglan nga gidisenyo.
(9) Tinoa ang mga nag-unang sukod sa agup-op sa indeyksiyon.Sumala sa katugbang nga pormula, kuwentaha ang nagtrabaho nga gidak-on sa pag-umol nga bahin ug hibal-i ang gibag-on sa kilid nga bungbong sa agup-op nga lungag, ang lungag sa ubos nga plato, ang kinauyokan nga backing plate, ang gibag-on sa paglihok nga template, ang gibag-on sa lungag sa plato sa modular cavity ug ang closing height sa injection mold.
(10) Pilia ang standard nga base sa agup-op.Pilia ang standard nga agup-op base sa indeyksiyon agup-op sumala sa mga nag-unang sukod sa indeyksiyon agup-op nga gidisenyo ug kalkulado, ug pagsulay sa pagpili sa standard agup-op nga mga bahin.
(11) I-sketch ang istruktura sa agup-op.Ang pagdibuho sa kompleto nga sketch sa istruktura sa agup-op sa indeyksiyon ug pagdrowing sa drowing sa istruktura sa agup-op usa ka hinungdanon nga buhat sa disenyo sa agup-op.
(12) Susiha ang may kalabutan nga mga sukat sa agup-op ug makina sa pag-injection.Susihon ang mga parameter sa makina sa pag-injection nga gigamit, lakip ang labing kadaghan nga gidaghanon sa indeyksiyon, presyur sa pag-injection, puwersa sa pag-lock sa agup-op, ug ang gidak-on sa bahin sa pag-install sa agup-op, pag-abli sa agup-op ug mekanismo sa pagbuga.
(13) Pagrepaso sa structural design sa injection mold.Paghimo pasiuna nga pagrepaso ug pagkuha sa pagtugot sa tiggamit, ug kinahanglan nga kumpirmahon ug usbon ang mga kinahanglanon sa tiggamit.
(14) Idrowing ang assembly drawing sa agup-op.Tin-aw nga nagpakita sa asembliya nga relasyon sa matag bahin sa indeyksiyon agup-op, gikinahanglan nga mga sukod, serial number, mga detalye Titulo block ug teknikal nga mga kinahanglanon (ang mga sulod sa teknikal nga mga kinahanglanon mao ang mosunod: a. performance kinahanglanon alang sa mamatay nga gambalay, sama sa mga kinahanglanon asembliya alang sa ejection mekanismo ug mekanismo sa pagbira sa kinauyokan b. lettering, oil seal ug storage nga mga kinahanglanon alang sa die test ug inspection (15) Pagdibuho sa hulmahan nga bahin sa pagdibuho ug pagdrowing sa drowing sa agup-op o ang drowing sa bahin mao ang: una sa sulod unya sa gawas. komplikado dayon yano, una nga nagporma mga bahin dayon mga bahin sa istruktura.
(16) Ribyuha ang mga drowing sa disenyo.Ang katapusan nga pagrepaso sa disenyo sa agup-op sa indeyksiyon mao ang kataposang pagsusi sa disenyo sa agup-op sa indeyksiyon, ug kinahanglang hatagan ug dugang pagtagad ang pasundayag sa pagproseso sa mga bahin.
3. Pag-audit sa agup-op sa injection
1. Batakang istruktura
(1) Kung ang mekanismo ug base nga mga parameter sa agup-op sa indeyksiyon motakdo sa makina sa pag-injection.
(2) Kung ang agup-op sa indeyksiyon adunay mekanismo sa giya sa pag-clamping ug kung makatarunganon ang disenyo sa mekanismo.
(3) Kung ang pagpili sa parting surface makatarunganon, kung adunay posibilidad sa flash, ug kung ang plastik nga bahin magpabilin sa kilid sa paglihok nga mamatay (o fixed die) nga gibutang sa ejection ug release nga mekanismo.
(4) Kung ang layout sa lungag ug ang disenyo sa gating system makatarunganon.Kung ang ganghaan nahiuyon sa plastik nga hilaw nga materyal, kung ang posisyon sa ganghaan katumbas, kung ang geometric nga porma ug gidak-on sa ganghaan ug runner angay, ug kung ang ratio sa dagan makatarunganon.
(5) Makataronganon ba ang disenyo sa napormang mga bahin.
(6) Ang mekanismo sa pagpagawas sa ejection ug lateral nga lalaki.O kung ang mekanismo sa pagbira sa kinauyokan makatarunganon, luwas ug kasaligan.Kung adunay interference ug occlusion.(7) Kung adunay mekanismo sa tambutso ug kung ang porma niini makatarunganon.(8) Kung gikinahanglan ang sistema sa regulasyon sa temperatura.Kung makatarunganon ang gigikanan sa kainit ug mode sa pagpabugnaw.
(9) Makatarunganon ba ang istruktura sa pagsuporta sa mga bahin.
(10) Kung ang kinatibuk-ang dimensyon makasiguro sa pag-instalar, kung ang paagi sa pag-ayo gipili nga makatarunganon ug kasaligan, ug kung ang bolt hole nga gigamit alang sa pag-instalar nahiuyon sa posisyon sa screw hole sa mekanismo sa pag-injection ug fixed mold fixing plate.
2. Mga drowing sa disenyo
(1) Pagdrowing sa asembliya
Kung ang relasyon sa asembliya sa mga bahin ug mga sangkap klaro, kung ang pagpares nga code husto ug makatarunganon nga gimarkahan, kung ang pagmarka sa mga bahin kompleto, kung kini katumbas sa serial number sa lista, kung ang mga may kalabutan nga panudlo adunay klaro nga marka, ug kung giunsa standardized ang tibuok injection molde mao.
(2) Pagdrowing sa mga bahin
Kung ang numero sa bahin, ngalan ug gidaghanon sa pagproseso tin-aw nga gimarkahan, kung ang dimensional nga pagtugot ug lainlaing mga marka sa pagtugot makatarunganon ug kompleto, kung ang mga bahin nga dali isul-ob gitagana alang sa paggaling, kung unsang mga bahin ang adunay labing taas nga mga kinahanglanon sa katukma, kung kini nga kinahanglanon makatarunganon, kung ang materyal nga cushion sa matag bahin angay, ug kung ang mga kinahanglanon sa pagtambal sa kainit ug mga kinahanglanon sa pagkagapos sa nawong makatarunganon.
(3) Cartographic nga pamaagi
Kung ang pamaagi sa pagdrowing husto, kung kini nahiuyon sa nasudnon nga mga sumbanan, ug kung ang mga geometric nga numero ug teknikal nga mga kinahanglanon nga gipahayag sa drowing dali nga masabtan.3. Ang kalidad sa disenyo sa agup-op sa injection
(1) Kung ang pagdesinyo sa agup-op sa indeyksiyon, kung ang mga kinaiya sa proseso ug paghimo sa paghulma sa mga plastik nga hilaw nga materyales husto nga gikonsiderar, ang posible nga epekto sa tipo sa makina sa pag-injection sa kalidad sa paghulma, ug kung ang katugbang nga mga lakang sa pagpugong gihimo alang sa posible nga mga problema sa panahon sa proseso sa paghulma sa panahon sa disenyo sa agup-op sa indeyksiyon.
(2) Kung ang mga kinahanglanon sa mga plastik nga bahin sa giya nga katukma sa agup-op sa indeyksiyon gikonsiderar, ug kung ang istruktura sa paggiya gidesinyo nga makatarunganon.
(3) Kung ang pagkalkula sa sukod sa pagtrabaho sa mga naporma nga mga bahin husto, kung ang katukma sa mga produkto mahimong garantiya, ug kung sila adunay igong kusog ug katig-a.
(4) Kung ang mga nagsuporta nga mga bahin makasiguro nga ang agup-op adunay igo nga kinatibuk-ang kusog ug katig-a.
(5) Kung ang pagsulay sa agup-op ug mga kinahanglanon sa pag-ayo gikonsiderar
4. Kung adunay mga grooves, mga lungag, ug uban pa nga kombenyente alang sa asembliya ug pag-disassembly sa mga termino sa pag-assemble ug pag-disassembly ug mga kondisyon sa pagdumala, ug kung kini gimarkahan.
Oras sa pag-post: Mar-06-2023